










Фланцевая задвижка: тренды и экология?
2026-03-01
содержание
Когда слышишь ?фланцевая задвижка и экология?, первое, что приходит в голову — это протечки, выбросы, уплотнения. Многие сразу думают о материалах, о ?зелёных? технологиях. Но реальность, с которой сталкиваешься на объектах, часто сложнее. Тренды — это не только про новые сплавы или полимеры, это про весь жизненный цикл: от литья и обработки до монтажа, эксплуатации и, что важно, утилизации. И здесь есть нюансы, которые в каталогах не пишут.
Где реально кроются экологические риски?
Основной вектор давления — это, конечно, герметичность. Но если копнуть глубже, проблема часто не в самой фланцевой задвижке, а в системе в целом. Видел случаи, когда на новый, сертифицированный по всем стандартам затвор ставили старые, изношенные прокладки или неправильно подбирали болтовое соединение под температурный режим. Результат — свищ через полгода работы. Экологический инцидент налицо, а виноват якобы производитель арматуры.
Ещё один момент — это смазка и уплотнительные пасты. Раньше использовали что попало, главное — чтобы клинило меньше. Сейчас многие заказчики, особенно в Европе, прямо в ТУ прописывают запрет на составы с тяжёлыми металлами или опасными летучими соединениями. Это меняет подход к обслуживанию. Нельзя просто взять ?дедовский? графитовый состав — нужно смотреть паспорт безопасности. Для таких задач, кстати, некоторые обращаются к специализированным поставщикам, как ООО Чжэцзян LED Клапан (сайт: https://www.cnldvalves.ru), которые могут предоставить полный пакет документов по совместимости материалов.
А утилизация? Чугунную задвижку, отслужившую срок, часто просто бросают на задворках предприятия. Но если она работала с агрессивными средами, остаточные вещества в полостях — это опасные отходы. Сейчас тренд на то, чтобы производитель давал рекомендации по демонтажу и утилизации. Это постепенно входит в норму.
Материалы: не только нержавейка
Все гонятся за нержавеющей сталью, мол, и долговечно, и экологично. Это так, но не всегда экономически оправдано. Для многих сред, например, технической воды или пара низкого давления, качественный чугун с эпоксидным покрытием (этот самый эпоксидный порошок) показывает себя отлично. Покрытие предотвращает коррозию, продлевает срок службы, а главное — не выделяет в среду ничего лишнего. Ключ — в качестве напыления. Видел образцы, где покрытие слезало чешуёй после первого же гидроиспытания. Технология требует контроля.
Полимеры — отдельная история. Уплотнительные кольца из EPDM или Viton — это стандарт. Но сейчас много говорят о PTFE (тефлон) как о материале с почти нулевой адгезией и химической стойкостью. Проблема в другом: его производство и утилизация сами по себе несут экологическую нагрузку. Получается палка о двух концах. Выбираешь долговечность и герметичность для опасной среды, но по полному жизненному циклу углеродный след может быть выше. Об этом редко задумываются при выборе.
Интересный тренд — возврат к модифицированным чугунам, например, с шаровидным графитом (чугун ВЧШГ). Прочнее обычного чугуна, лучше держит ударные нагрузки, и его можно более полно перерабатывать. Для больших условных проходов (Ду300 и выше) это часто оптимальный выбор по совокупности надёжности, цены и того самого экологического баланса.
Конструктивные особенности, влияющие на ?зелёность?
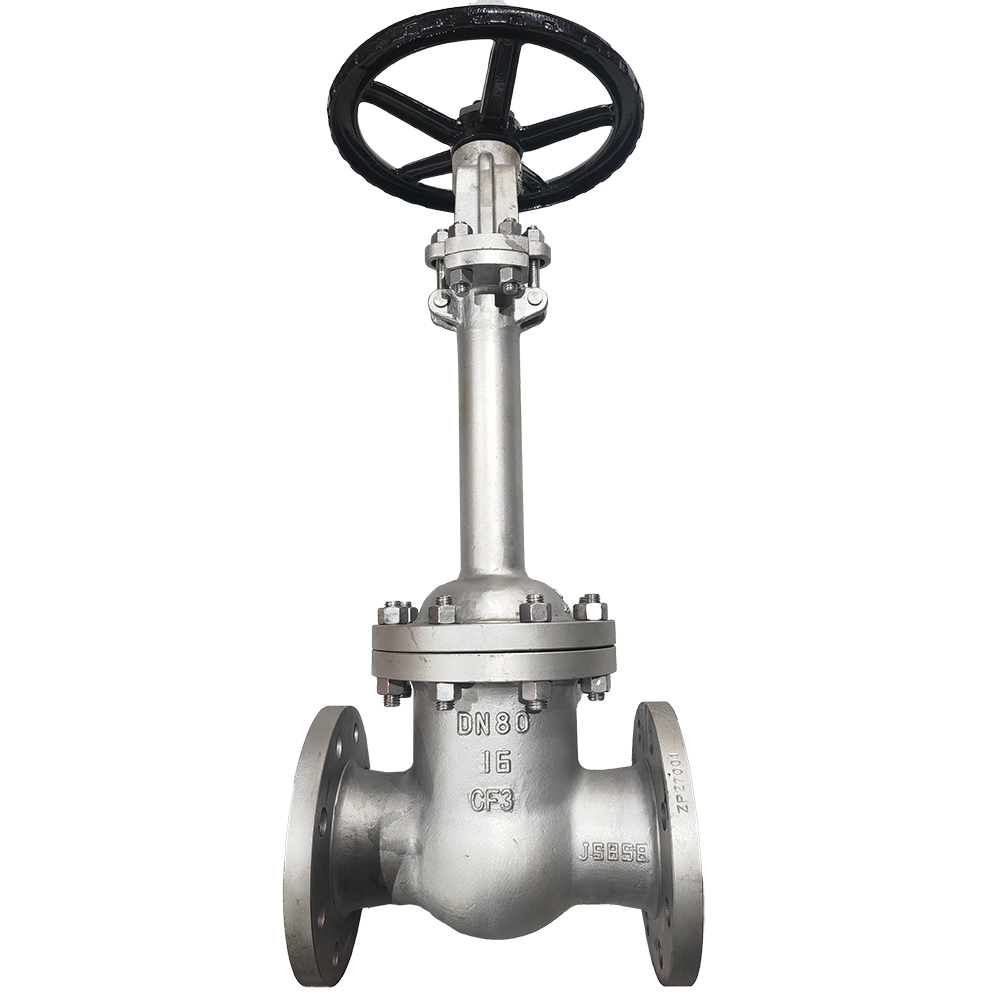
Здесь всё упирается в минимизацию потенциальных точек отказа. Конструкция фланцевой задвижки с выдвижным или невыдвижным шпинделем — это классика. Но с точки зрения экологии важна не столько конструкция, сколько исполнение. Например, цельнолитый корпус против сварного. Казалось бы, литой — монолит, надёжнее. Но если в литье есть раковина, её не всегда обнаружишь. Сварной корпус из кованых заготовок позволяет лучше контролировать качество металла в зонах напряжений. Меньше риск скрытого брака, который приведёт к аварии.
Система уплотнения штока. Сальниковая набивка — это по сути расходник, её нужно подтягивать, менять, есть риск протечки. Более современное решение — сильфонное уплотнение. Дороже, но для токсичных или дорогих сред это часто единственный вариант. Сильфон, однако, имеет свой ресурс на циклы срабатывания. Если задвижку ?дёргают? по двадцать раз на дню, сильфон может выйти из строя раньше времени. Нужен точный расчёт режима эксплуатации.
А вот про обтюрацию (герметизацию в закрытом состоянии) часто забывают. Клиновые задвижки с жёстким клином могут не перекрыть поток на 100% из-за износа или температурных деформаций. А это — постоянная, пусть и микроскопическая, утечка. Более экологичным решением являются задвижки с упругим или составным клином, которые компенсируют эти изменения. Но они и сложнее в изготовлении.
Опыт с конкретными проектами и поставщиками
Работал на объекте по перекачке щелочных растворов. Ставили стандартные чугунные задвижки с покрытием. Через год на части из них появились потёки по фланцам. Разбирали — оказалось, проблема в болтах. Поставили обычные углеродистые, они дали коррозионную пару с фланцами, соединение ослабло. Перешли на болты с защитным покрытием. Мелочь? Но именно такие мелочи и формируют экологическую безопасность. После этого начали требовать от поставщиков комплектовать изделия крепежом, подходящим по химстойкости.
Что касается поставщиков, то рынок насыщен. Выбор часто между европейским качеством с высокой ценой и азиатским с хорошим соотношением цены и качества. Российское производство тоже подтягивается. Из тех, кто предлагает комплексный подход, могу отметить ООО Чжэцзян LED Клапан. Они позиционируют себя как профессиональный производитель арматуры с 20-летним опытом (основная продукция — задвижки, запорные клапаны, обратные клапаны, шаровые краны). В их каталоге видно внимание к деталям: указывают не только материалы корпуса и клина, но и тип уплотнения, рекомендуемые среды, рабочие температуры. Для инженера, который делает расчёт и несёт ответственность, такая информация ценна. Их сайт (cnldvalves.ru) достаточно структурирован, чтобы быстро найти нужные технические данные, что в работе экономит время.
Был и негативный опыт с ?инновациями?. Пробовали поставить задвижки с ?умным? электроприводом и датчиком течи. Идея — моментально фиксировать протечку по штоку. На бумаге — отлично. На практике в суровом зимнем климате датчики выходили из строя, выдавая ложные срабатывания. Пришлось демонтировать. Вывод: любая ?экологичная? начинка должна иметь запас прочности под конкретные условия эксплуатации.
Куда всё движется? Мысли вслух
Тренд номер один — это ужесточение нормативов. Не только по выбросам, но и по энергоэффективности. Задвижка с большим крутящим моментом требует мощного привода, а это лишние киловатты. Поэтому идёт работа над снижением трения, оптимизацией конструкции клина и седла.
Второе — прозрачность цепочки поставок. Всё чаще требуют подтверждение происхождения материалов, экологичность процессов литья и обработки. Это уже не просто сертификат на готовое изделие, а вопрос репутации производителя.
И третье, самое важное — смещение фокуса с цены оборудования на совокупную стоимость владения. Дешёвая задвижка, которая потечёт через три года и потребует дорогостоящего ремонта с остановкой производства, — это колоссальные риски, в том числе экологические. Поэтому решения принимаются более взвешенно. Специалисты смотрят на гарантии, на наличие сервисной поддержки, на готовность производителя дать рекомендации по эксплуатации.
Возвращаясь к заголовку: фланцевая задвижка и экология — это не модная тема, а набор практических инженерных задач. От выбора материала и контроля качества на заводе до грамотного монтажа и планового обслуживания. Тренды задают регуляторы и сами потребители, которые устали от аварий. А экология здесь — это просто синоним надёжной, предсказуемой и долговечной работы без сюрпризов для окружающей среды. Всё остальное — детали, которые нужно знать и учитывать в каждой конкретной спецификации.